
埼玉県川口市にある精密抜き型を得意とする大樹の浅井です。
先日、真空成形で本体とフタを折り曲げる部分がミシン目で可動するような製品のご注文をいただきました。ミシン目の間隔が大きすぎると折り曲げる際にプラの反発力が強くなってしまい、本体とフタが嵌合しづらくなります。
逆にミシン目の間隔が小さすぎると、折り曲げを繰り返すことでミシン目がつながってしまい、本体とフタが切り離されてしまいます。
身の回りにはミシン目が付いているものであふれています。箱の折り目、トイレットペーパー、チケット、洋服などの値札など・・・。その使用目的により刃と谷(アンカット部)が決まります。
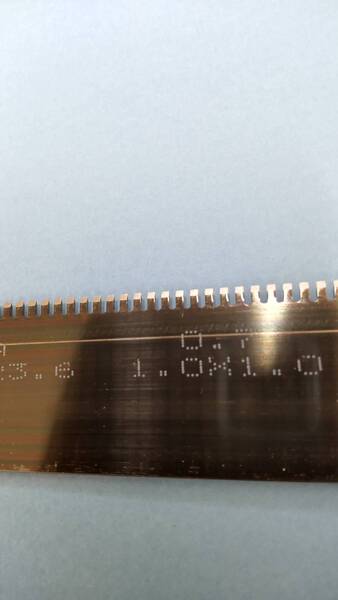
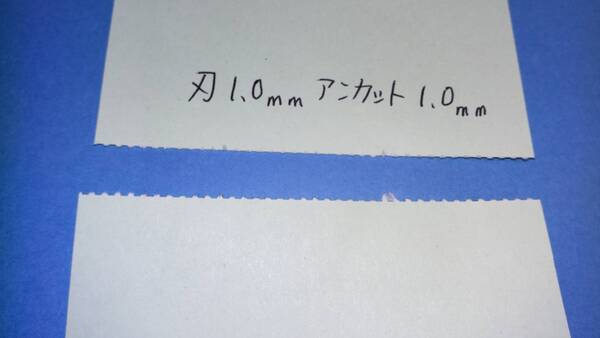
簡単に切れない方が良い場合には通常ミシン刃を使用し、加工する材料・ちぎりやすさ・折りやすさによってミシン刃の刃と谷(アンカット部)を決めます。通常ミシン刃は、刃とアンカット部が【1㎜×1㎜】、【2㎜×1㎜】、【3㎜×1㎜】などが一般的です。
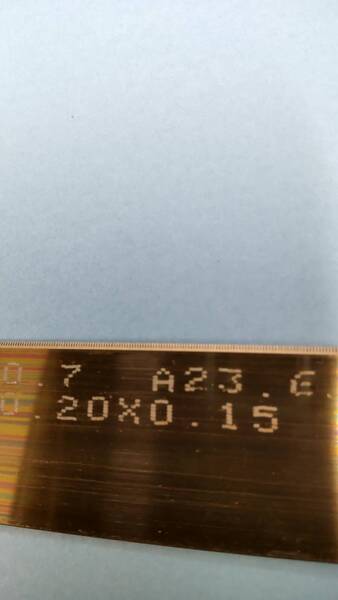
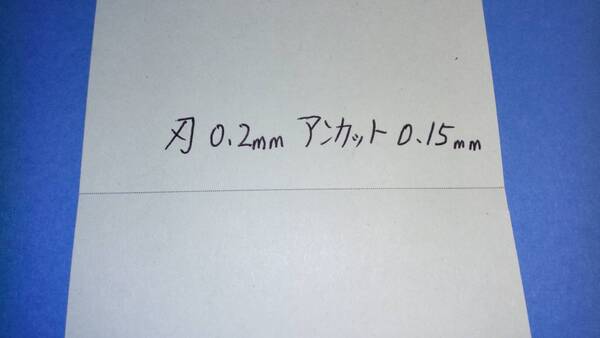
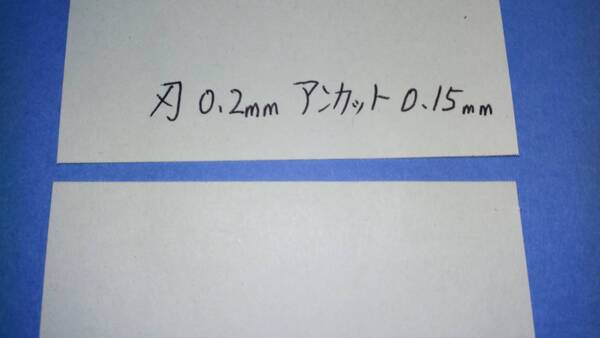
逆に簡単に切れる方が良い場合には、マイクロミシン刃を使用します。マイクロミシン刃は通常ミシン刃の何倍も高額ではありますが、例えば【0.2㎜×0.15㎜】といったピッチが細かいため、とても切断しやすく、バリも少なく、切断部もきれいです。切れやすいので複数枚まとめてちぎることも可能です。
最近見かけた中では、娘が購入している雑誌の付録にフィルム製のしおりにもマイクロミシンが使われていました。
ちなみに当社の米森工場長はマイクロミシン刃でのミシン目をちぎるのは結構気持ちがよく好きだそうです。彼は長年この業界にいるため、どこにいてもどうやって刃物を組んでどのように刃物を曲げているか、どのような材料を使っているか等、じっくり観察してしまう癖がついてしまったようです。
余談ですが米森に聞いたところ、刃物でケガした場合に、良く切れる刃物ほど治りが早いのだそうです。逆にミシン刃のような刃物でケガをすると、痛みも強く、かつ治りも遅く泣きたくなるそうです。



コメント欄
コメント一覧